
吸塑工艺的主要原理是将平面的塑料硬片或其他材质板材,通过加热方法使之变软后,采用真空吸附于模具表面,冷却后成型,吸塑工艺在户外广告制作行业应用范围极广,最常见的应用有吸塑灯箱、亚克力灯箱、吸塑字、发光字、店面招牌等。

本文将重点介绍吸塑工艺流程中非常重要的吸塑材质、模具制作和成型生产等。
一、吸塑材料介绍:
PVC片材是一种用途广泛而深受欢迎的材料,PVC胶片可以分为食品级及工业级两种,且可以制成透明、彩色、防静电、镀金、植绒等各种各样片材用于真空成型。其特点主要是透明度高、表面光泽好、晶点少、水纹小、用途广、耐冲击性强、并且易于成型。
PVC易热合,可采用封口机和高频机封边,是生产透明吸塑制品的主要原料。PVC硬片韧性适中,不易燃烧;但燃烧时会产生氯气,对环境会造成一定影响。
PP片材是PP树脂经啤出、压光、切边等工艺过程而制成,具有质轻、表面光亮平静、耐热性好、机械性强度高]化学稳定性优良和电绝源性、无毒等特点。
PP片材的主要特点:可以100℃下长期使用并能经受121℃的高温菌处理,防潮性能突出,卫生性能可靠;具有优良的折合性能等。

(一)PP片材是近年发展起来的新型环保材料。
PP片材的主要特点:
1、产生静电低。
2、易于真空盛开,且制品具有良好的抗卫击性能。
3、具有良好的卫生性能,甚至可直接与食品接触。
4、易着色处理,可做成颜色各异的材料,生产成不同颜色的真空罩。
5、硬度良好,此种片材与同等厚度的其它片材比较其硬度较佳。
6、符合环境保护要求,可回收再利用;焚烧其废弃物时,不产生危害环境的有害物质。
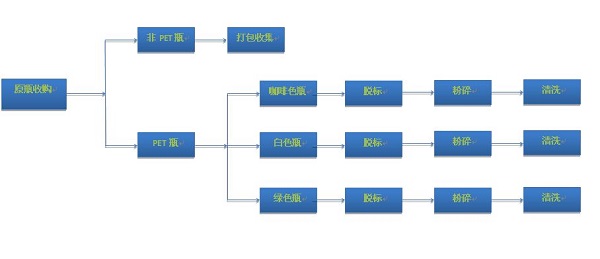
(二)PET片材也是近年发展起来的新型材料。凭着其优良的韧性、高强度、高透明性,以及可回收再利用性,燃烧不生产有害气体的优异环保性能,逐步受到消费者和生产者的极大青睐。
PET片材的主要特点:
1、具有优良的透明性与光洁度,展示效果好。
2、表面装饰性能优良,可不经表面处理即可印刷;易压制花纹,易金属处理(真空镀金属层)。
3、具有良好的力学强度。
4、对氧气及水蒸汽的阻隔性能良好。
5、耐化学性能好,可经受多种化学物质的侵蚀。
6、无毒,卫生性能可靠。
7、对环境保护的适应性好,可经济而方便地回收利用。
8、热成型性能好,与普通PVC片材相当,可采用真空成型制得性能优良的PET热成型制品。

二、吸塑模具制作:
生产吸塑产品之前,根据客户要求或样品规格,首先要制作好吸塑模具,一般条件下,都是利用石膏制作吸塑模具,但也有用木雕及金属雕刻的产品作模具,模具的制作周期一般3-5天。
其操作步骤是:
1、先将实物手工用泥糊出成型轮廓;
2、放在吸塑打版机上做成泡壳毛胚;
3、用配好的吸塑专用石膏倒入泡壳毛胚中,风干后形成石膏毛胚;
4、采用电动铣床对石膏毛胚的规则开关进行深加工;
5、手工打磨和手工添加部件;
6、将各个抛光好的石膏部件粘合成完整的石膏模;
7、再放入吸塑打版机吸塑成型完整的样品;
8、按成品尺寸,手工切边、封边,完成全部打样过程。
石膏模具制作好后,先让其自然干燥或是烘干。然后根据产品表面凸凹具体情况,用1-2毫米钻花在不影响产品包装模样的低凹处钻许多小孔,以便吸塑生产时,能将空气抽出。模具钻好孔后,还得将石膏模具进行加硬处理。加硬处理方法是用浓明矾饱和液浸泡后晾干。

不同材质模具之优缺点比较:
采用石膏模,优点在于生产周期短,成本最低,制作一整版(60×110cm)模具只需一到两天时间;不足之处在于吸塑成品表面粗糙,生产中模具容易碎裂,耐用性差,无法成型深度大、复杂度高、片材厚的产品。
采用电镀铜模,其工艺是将打好样的泡壳表面喷上一层导电剂,再放入电解槽内镀上厚厚的铜层;电镀过程需要72小时。接着要对铜模进行灌石膏(增加硬度)、抛光、打气眼处理。采用电镀铜模生产的优点是吸塑制品表面光滑,成本适中,耐用性适中。缺点是模具制作周期长,无法完成精密吸塑制品的生产。
采用吸塑铝模,模具制作需要先用电脑设计图纸,再用CNC数控铣床加工。优点是制作周期适中,后期模具处理时间短(钻气眼工作在CNC加工时完成),吸塑产品尺寸精度高,模具耐用性强。缺点是成本高。
由于全自动高速吸塑成型机的成型范围是66×110cm左右,所以不管是石膏模、铜模还是铝模,都需要将单个的模具拼在一起,达到成型尺寸,这个过程被称为拼版式。需要拼在打好气孔的铝板或木板上,拼好后的整版模具被称为底模。对于吸塑成型深度大的产品,还需要制作上模。在底模将片材真空吸成型的同时,从片材上方施加压力,将片材均匀地年产值到每一个部位,否则会引起局部厚度过薄。
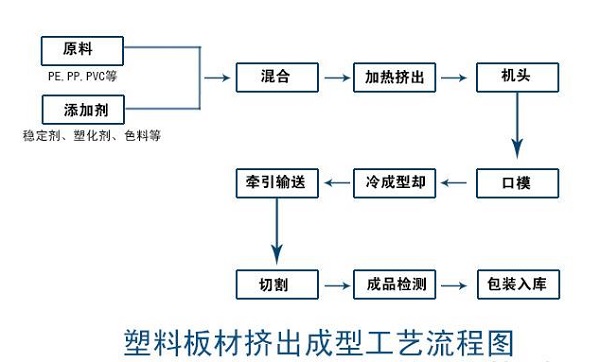
三、吸塑成型生产:
模具完全干燥后,将模具装入真空室上层铁板上。然后根据模具大小,将片材裁成适用规格尺寸。接着将片材放入电炉烘箱内,使其完全固定好再进行软化处理。
将软化处理好的片材趁热再拉到吸塑模具上方;模具上移并抽真空,将软化的片材吸附到模具表面;同时将冷却水以雾状喷于成型片材表面,使其硬化;成型的片材再自动被拉至贮料箱;气动裁刀将成型与未成型片材分离,从而完成全部过程。
 [1882][3497][2566][2666][1528][2957][2777][2720][3207][1813]
[1882][3497][2566][2666][1528][2957][2777][2720][3207][1813]


 客服
客服


 小程序
小程序


 公众号
公众号








 工控网智造工程师好文精选
工控网智造工程师好文精选
