
一、检测要求:
1、工件表面数字正反,正反都OK,输出角度。
2、工件表面是否缺料,工件没有上表面为缺料,缺料为NG,输出信号。
3、工件表面数字是否相同,不同为混料,混料为NG,输出信号。
二、硬件选择
工件尺寸比较小1CM左右,检测表面字符正反,产品大小和来料位置比较固定,偏差较小。
根据检测要求选择如下硬件:
1、500万黑白滚动快门相机(网口)
2、10-50mm变焦镜头
3、环形光源
4、PLC
三、技术参数
拍照次数(信号数):1
相机数:1
通讯方式、协议:9针串口,PLC专有协议
输出结果:输出角度,输出检测结果
四、软件配置步骤
打开配置工具SGCfgTool.exe,
默认相机数1,通讯类型选择PLC专有协议,检测触发类型IO信号(这里因为用户对检测速度没有要求,选择软触发IO信号)。
1、相机设置:
安装相机驱动测试相机可以正常使用之后退出驱动,相机设置选择测试相机品牌,下面一行直接显示出已连接的相机,确定保存。
2、PLC专用协议通讯配置
三菱FX3U这款PLC,SGVision是通过标准的9针串口线来进行通讯,这款PLC需要接一块板卡。使用的编程软件是参数设置如下(com口根据自己电脑的接口填写):
通讯成功后断电重启PLC,保存启动软件。
五、获取合适的图像
打开SGVision,将相机和光源位置固定到合适位置,然后调节镜头焦距、光圈和软件上的相机参数,获取适合检测用的最佳图像。
六、算法设置
1、新建项目配方
【配置】——【切换产品】【新建】,新建之后【切换至选中】——【关闭】新建配方成功。
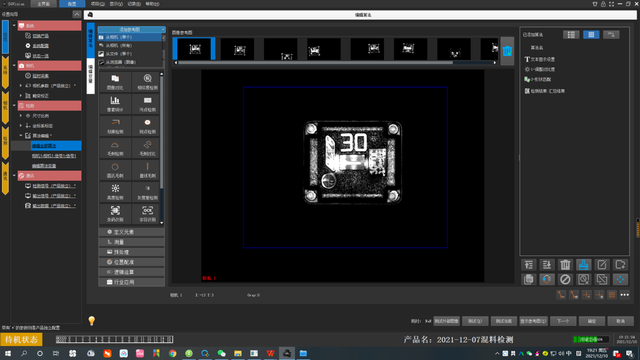
2、编辑算法添加参考图
新建完成之后双击左侧向导栏【编辑全部算法】,打开【编辑算法】页面添加图片。如下图【添加参考图】-【从相机(单个)】分别添加了正、反、混料的几张图:
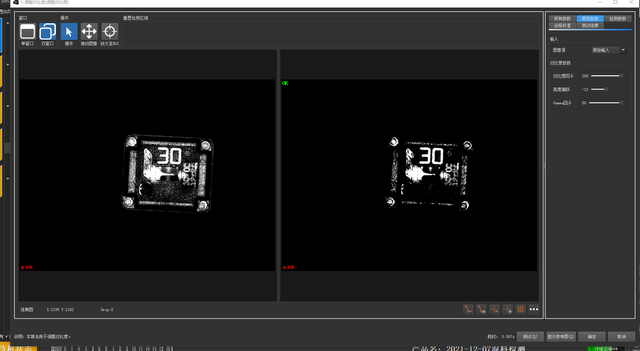
3、为了使图片特征更突出,使用了预处理中的“调整对比度”算法。
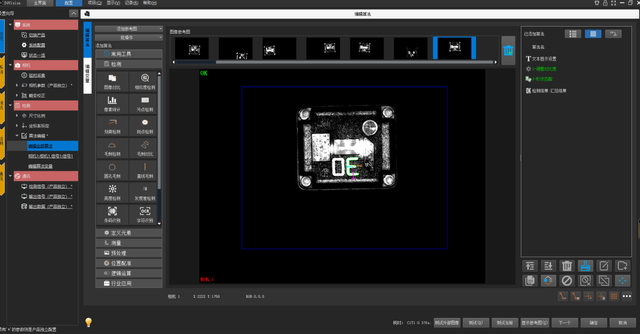
4、因为检测正反旋转角度较大,选择位置配准中的“形状匹配”算法。调整阈值范围,寻找边缘点。
测试结果无误后,算法设置完成。点击右下角【确定】保存。
七、输出设置
1、添加变量
检测要求中需要输出产品偏转的角度,和检测结果。在【编辑全部算法】——【编辑变量】分别添加变量,“匹配角度”和“检测结果”,添加之后确定保存。
这里需要注意一点PLC只能输出整型,检测的角度需要输出到小数部分需要乘以10的次幂,到PLC端再换算回去。
2、输出数据
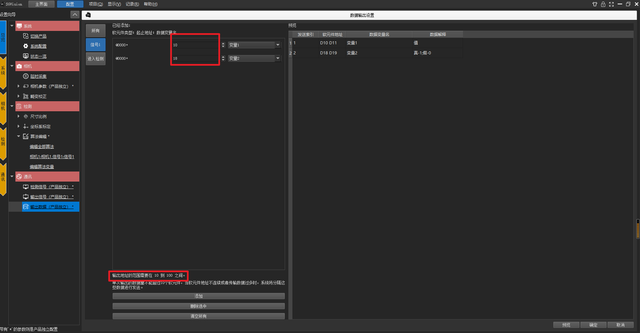
在【通讯】——【输出数据】中添加需要输出的两个数据。
输出地址的范围需要在10到100之间,这里选择了10和18。页面右侧预览,
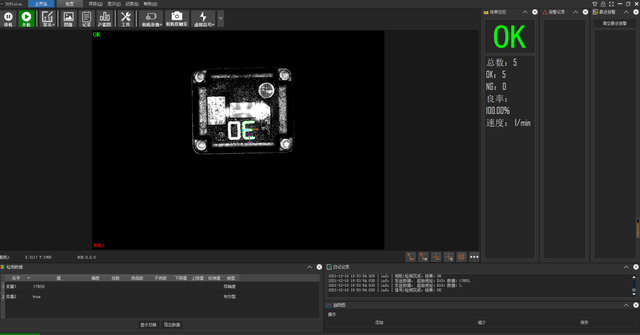
设置完成,确定退回主界面,点击主界面“开始”按钮开始检测产品,如下图所示:
楼主最近还看过
马克拉伯MookLab,是一个机器视觉应用开放社区,SGVision是马克拉伯平台核心应用软件,是一款完全免费、不限套数、不限模板、无硬件设施绑定的机器视觉检测软件。支持更换软件的名称、logo、布局、色系,内含数百种视觉检测算法,主要有产品的外观检测、尺寸测量、视觉引导定位,功能齐全满足绝大多数的视觉检测需求。
SGVision软件所在的马克拉伯MookLab平台提供视频教程、使用手册、应用案例等学习资料,并且在使用软件过程中遇到任何问题都可咨询,会有专业团队提供免费线上技术支持、远程协助,帮助每一位用户应用软件去构建视觉项目。
SGVision不限套数、免费使用
下载官网:http://www.mooklab.com/index.html
 [1252][1312][1772][1597][2124][1114][1035][13291][1368][1029]
[1252][1312][1772][1597][2124][1114][1035][13291][1368][1029]


 客服
客服


 小程序
小程序


 公众号
公众号












 工控网智造工程师好文精选
工控网智造工程师好文精选
